鋼管



鋼管3PE防腐泡沫夾克保溫管生產(chǎn)工藝
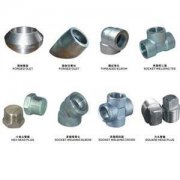
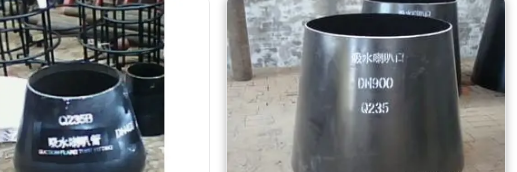
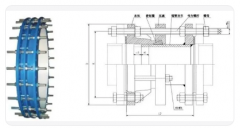
材料:不銹鋼 碳鋼 合金鋼
交期:標準產(chǎn)品常年現(xiàn)貨
描述:聯(lián)系站長免費領(lǐng)取相關(guān)標準及重量表
規(guī)格: DN20-DN3000
在線咨詢 交期:標準產(chǎn)品常年現(xiàn)貨
描述:聯(lián)系站長免費領(lǐng)取相關(guān)標準及重量表
規(guī)格: DN20-DN3000